Nachhaltige Werkstoff- und Verfahrensentwicklung
für den Erfolg unserer Partner
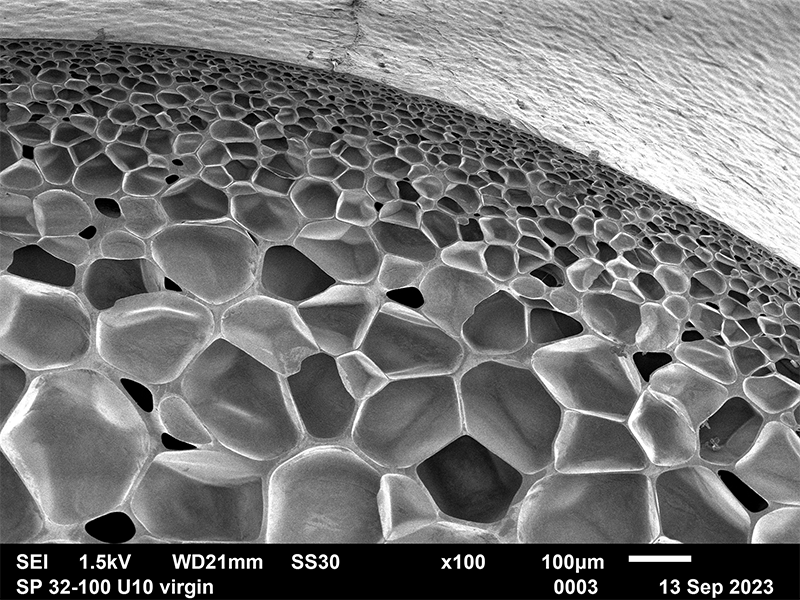
Materialien
Von Metallen bis Verbundwerkstoffen: Wir entwickeln innovative, kreislauffähige Materialien – datenbasiert, anwendungsnah und bereit für den industriellen Einsatz.
mehr erfahren
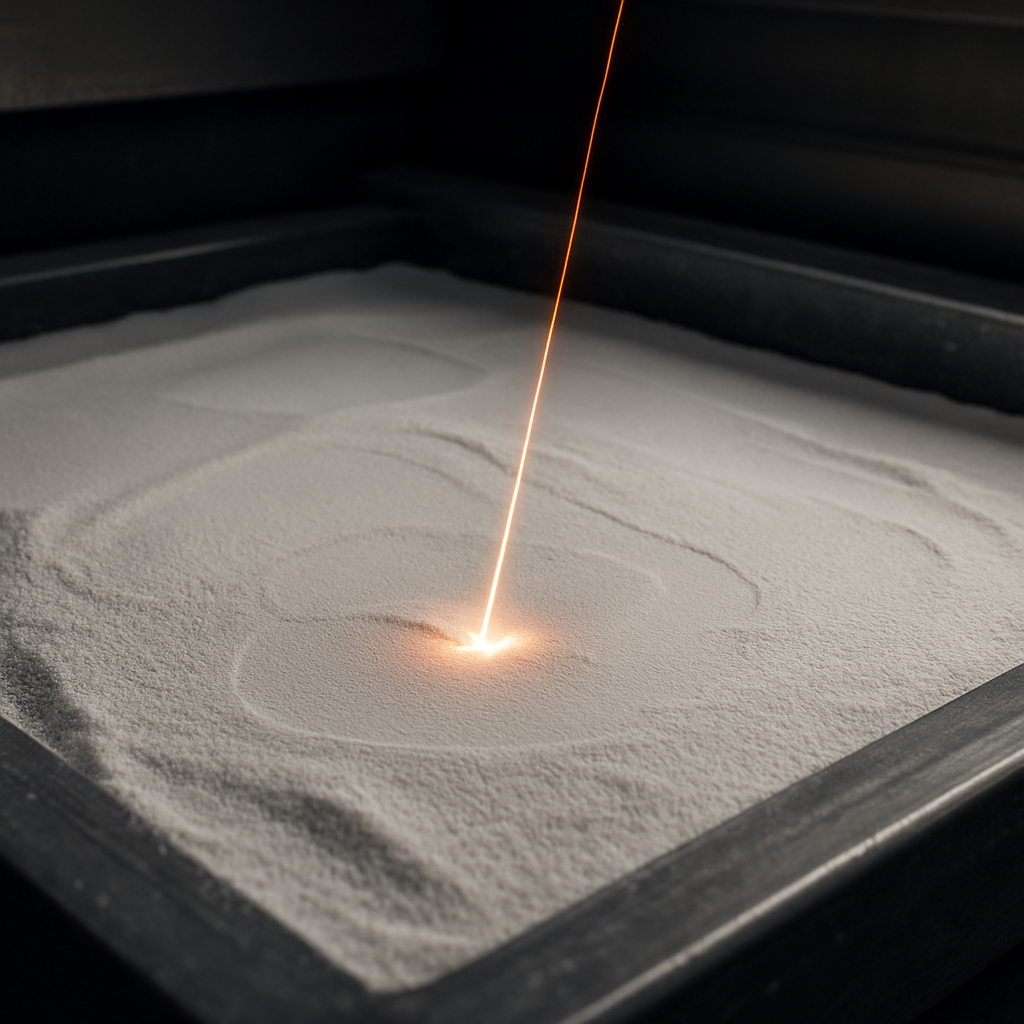
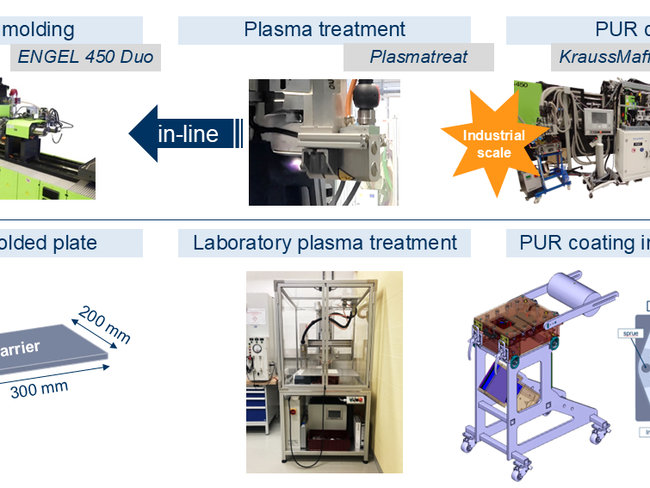
Technologien
Wir entwickeln skalierbare Prozesse für neue Materialien – digital vernetzt, KI-gestützt und industrienah. Für effiziente, automatisierte und nachhaltige Produktion.
mehr erfahren
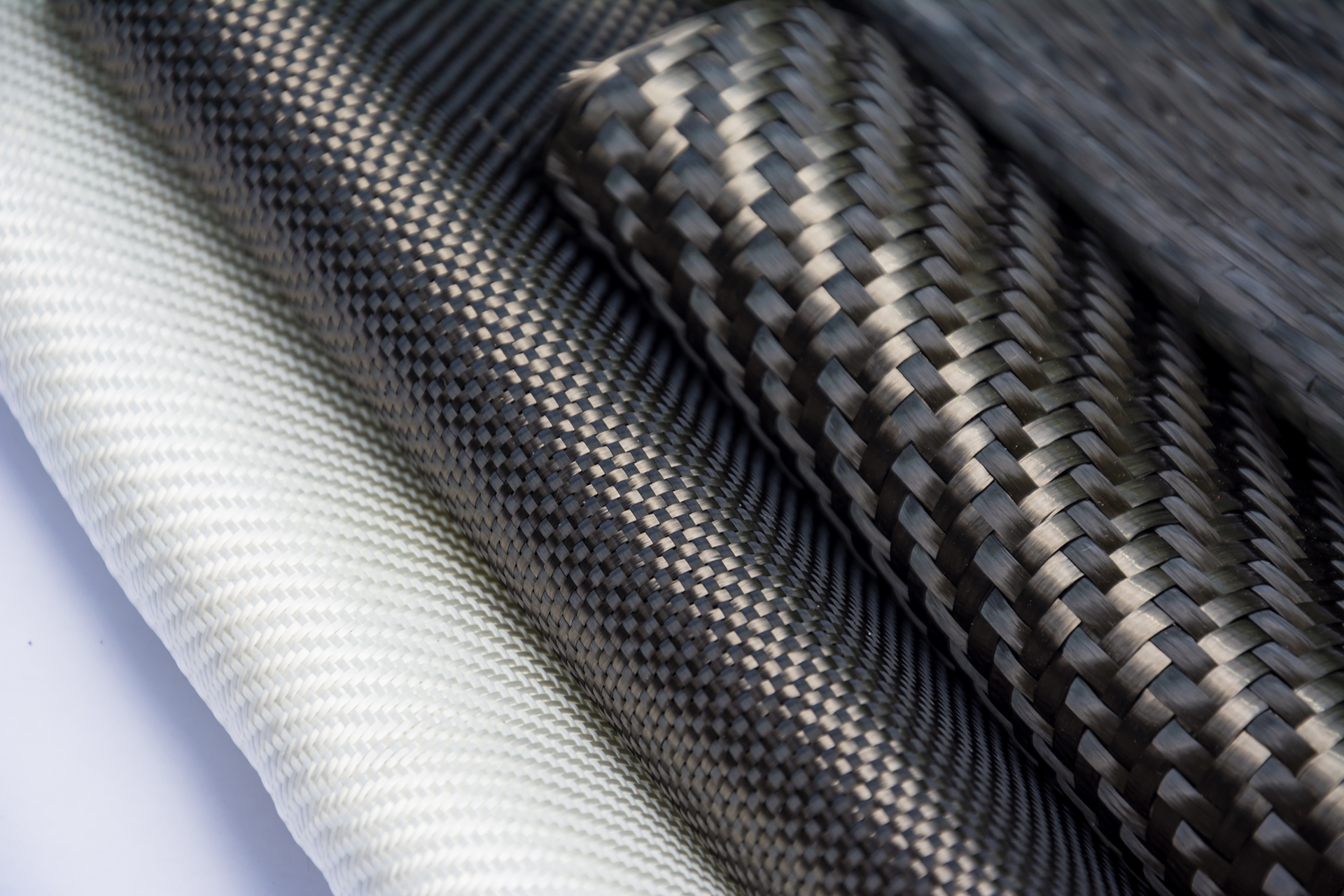
Anwendungen
Unsere Materialien werden zu praxisnahen Lösungen – vom Prototyp bis zur Serienreife. Für Branchen wie Automotive, Luftfahrt, Medizintechnik, Bau und viele mehr.
mehr erfahren
Unsere Leitthemen
Nachhaltigkeit
Wir verbinden Nachhaltigkeit und Wirtschaftlichkeit zu innovativen Lösungen – für Ressourcenschonung, Effizienz und nachhaltige Wertschöpfung entlang der gesamten Prozesskette.
Digitalisierung
Wir nutzen Künstliche Intelligenz, Simulation und IoT – für datenbasierte Forschung, neue Produkte und effizientere Prozesse in Labor und Industrie.
Technologietransfer
Wir bringen zukunftsweisende Materialien und Prozesse erfolgreich in die industrielle Anwendung – durch Vernetzung, Marktkenntnis und Technologie-Scouting.