
1
Technologies
Particle foam technology
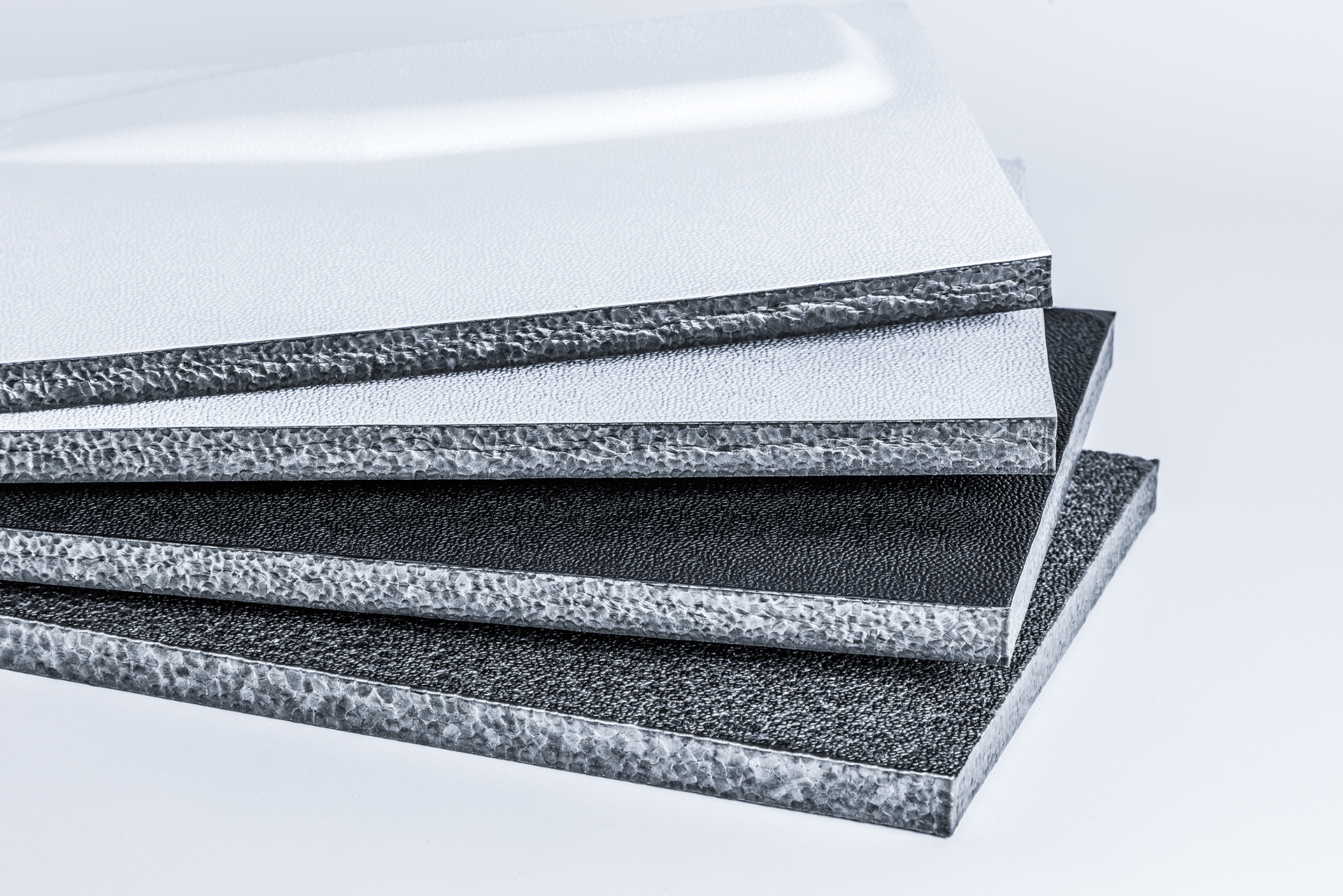
Particle foams, also known as bead foams, consist of expanded thermoplastic beads that are welded together to form molded parts.
This enables a wide density range from 15 to 300 kg/m³ with high, near-net-shape molding freedom. The unique properties of particle foams are used in a wide range of applications, from insulation and packaging to sophisticated structural lightweight applications. We cover the entire process chain from the raw material and the production of foam particles to steam-based and steamless molded part production. In addition to established particle foams such as EPS and EPP, our expertise includes the production and processing of technical and bio-based particle foams such as E-PBT, E-PET, E-PA, E-TPU, E-PC, E-PESU and E-PLA.
Competencies
Material and process development from laboratory to prototype scale
Steam-based and steamless processing chain
Development of innovative tool technology for reduced media consumption
Analysis of morphology and molded part properties
Surface optimization through direct back-foaming, painting and coating
Small series production and training
Processing overview

Particle foam beads produced in a continuous extrusion process
Production of beads
Material and process development for the production of expanded beads from thermoplastic polymers is an important starting point for the production of high-quality molded parts. Our technical capabilities include the production of expandable and expanded beads using stirred autoclaves and continuous bead foam extrusion with coupled underwater/air pelletizing. In addition to standard materials, we can also process technical and high-temperature plastics for demanding fields of application. We also have many years of experience with bio-based and recycled plastics and with the targeted use of additives to improve processability and individually tailored properties. The digital recording of all system parameters also enables seamless data recording and the use of machine learning models for process development.
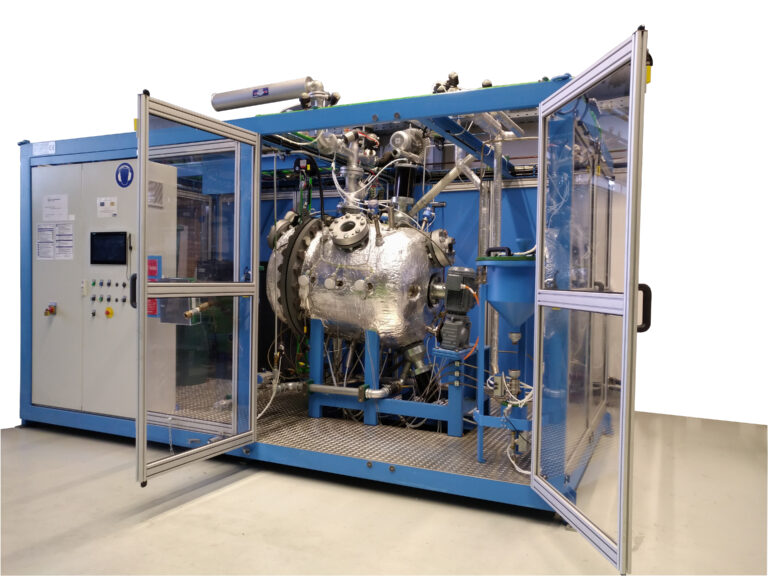
Pressure loading and coating system to optimize the expansion and welding behavior of particle foams
Pressure impregnation and coating system
The expandable or expanded beads are often pre-treated to optimize the expansion and welding behaviour during the production of molded parts. We have a pressure impregnation and coating system available for this purpose. Impregnation can take place at room temperature or at an elevated temperature and typically takes 4 to 24 hours. The pressure vessel is suitable for both small quantities from 20 liters and larger quantities of material up to 350 liters. At the same time, the expanded beads can be modified by a surface coating. Two gravimetrically controlled storage containers (25 l each) are available for this purpose. Both are suitable for both liquid and solid coatings. For an optimized distribution of the coating on the particle foam beads, an agitator can be added at variable speeds of 0–64 rpm.

Steam-based and steamless processes for pre- and post-foaming of particle foam beads
Steam-based and steamless pre- and post-foaming
Pre-foaming is an important step in which expandable microgranules loaded with blowing agent are processed into expanded beads. In addition to the traditionally used steam-based processes, steamless pre-foaming processes are increasingly being used. Here, the microgranules are heated and expanded on a conveyor belt using specialized infrared heating fields. This continuous process is very energy-efficient, does not require subsequent drying and is also suitable for foam particles with a higher expansion temperature. In addition to the pre-foaming of expandable granulates, both processes can also be used for post-expansion. Here, after reloading already expanded foam beads, further expansion takes place to reduce density. A Kurtz X-Line 3 pre-expander and a Fill infrared (IR) pre-expansion oven are available for steam-based and steamless pre- and post-expansion foaming.

Teubert molding machine for steam-based processing of particle foams
Steam-based molded part production
In steam-based molded part production, steam is used as the energy source for heating and welding the loose beads in the mold cavity. The production of a finished molded part takes place in five steps. After closing the mold, the expanded beads are filled into the mold cavity. The particle-bulk is then steamed using cross and autoclave steam before the mold is cooled using water. Once the moulded part is cooled and stabilized, the mould is opened and the finished moulded part is removed. With the Energy Foamer 5.0 from Kurtz, the Transtec 72/52 PP and the TVZ 162/100 PP from Teubert Maschinenbau GmbH, we have three automatic molding machines for steam-based processing of particle foams with a variety of tools at our disposal.

Kurtz Wave Foamer C for steamless processing of particle foams
Radio frequency-based molding production
Radio frequency-based molding production (RF process) is an innovative and steamless type of particle-foam molding. In contrast to the steam-based process, the expanded beads are welded using radio waves (EMR-frequency: 27.12 MHz). An alternating electromagnetic field is generated by a high-frequency generator, causing the dipoles in the material to align themselves in the electromagnetic field. The molecular movement generated in this way leads to the heating and softening of the expanded beads, which then weld together. One advantage of the RF process is the elimination of the peripheral equipment required for the steam process, decentralized production and considerable energy-saving potential. We have a Wave Foamer C from Kurtz at our disposal for the steamless processing of particle foams.

Wickert press for variothermal processing of particle foams
Dry-variothermal particle foam processing
Dry variothermal particle foam processing is also a steamless process in which, in contrast to the conventional steam-based process, water or oil-based heating of the tool is used. This means that the particle foam is not in direct contact with the heating medium, which enables the processing of water-sensitive materials and the foaming of electronics. The main advantages of this technology are the cost savings [TF1] as investment-intensive steam-periphery isn’t neededand the precise temperature control, which enables improved surface welding. For the dry-variothermal production of molded parts, we have a high-temperature press from Wickert at our disposal. The press has an integrated IR preheating station and a maximum clamping area of 1250 x 1250 mm².
Hinweis: In dem Kapitel fehlen imho noch das Öl-Temperiergerät und die separat regelbaren Varioeinheiten zur Werkzeugtemperierung. Dass die Presse selbst Hochtemperatur kann ist für die variotherme Partikelschaumverarbeitung nicht relevant.
Der Deutsche Text müsste natürlich ebenfalls angepasst werden.
[TF1]Wichtig: Die Aussage dass man Energieeinsparungen hat würde ich so hier nicht stehen lassen! Daher die Änderung. Bitte auch nochmal mit dem deutschen Text abgleichen
Equipment
Kurtz Wave Foamer C
Steamless production of molded parts
| Max. Tool dimensions | 500 x 500 mm2 |
| Maximum opening stroke | 480 mm |
| Press table alignment | vertical |
| Number of material silos | 1 |
| Volume of the material silo | 90 l |
| Closing force | 15 t |
| Operating temperature | Up to 250 °C |
| HF generator output | 25 kW |
| Max. Voltage HF generator | 10 kV |
Teubert TVZ 162/100 PP
Steam-based production of molded parts
| Max. Mold dimensions | 1600 x 1000 mm |
| Maximum opening stroke | 2000 mm |
| Number of material silos | 2 |
| Volume of the material silo | 75 l / 150 l |
| Mechanical ejector plate | Yes |
| Maximum operating pressure | Up to 11 bar (HP steam) |
| Vacuum pump | yes (for fixation & process) |
In-house development with Teubert Maschinenbau GmbH
Pressure loading and coating system (PAT system)
| Pressure | 16 bar |
| temperature | 180 °C |
| Volume | 350 l |
| Special features | Gravimetric dosing of solids and liquids, even under pressure |
| Free programming | |
| Integrated agitator |
Wickert 600 t high temperature press
Dry-variothermal particle foam processing
| Max. Tool dimensions | 1250 x 1250 mm² |
| Maximum opening stroke | 1600 mm |
| Closing speed | 300 mm/s |
| Number of material silos | 1, mobile |
| Handling | High-speed linear handling |
| Vacuum pump | Yes, mobile |
| Maximum pressing force | 600 t |
| Electric heating | Via clamping plates up to 450°C |
| Variothermal temperature maximum | 200 °C (water temperature control) or 300 °C (oil temperature control) |
| IR preheating station | IR radiation (up to 400 °C) |
Fill IR pre-foaming oven
Vaporless pre-foaming
| Maximum temperature | 250 °C |
| Maximum flow rate | Up to 400 kg/h (highly material-dependent) |
| Density variation | Up to ± 2 kg/m³ (highly material-dependent) |
| Maximum belt speed | 43.6 m/min |
Kurtz X-Line 3 pre-expander
Steam-based pre-foaming
| Operating pressure | max. 5 bar |
| Throughput | max. 500 kg/h (with EPS @ 80 g/l) |
| Max. Density fluctuation | +/- 0.5 g/l |
| Electronic vapor pressure control | +/- 0.01 bar |
| Further details | Gravimetric dosing |
| Suitable for pre- and post-foaming EPS, EPP and special materials |