
1
Technologies
Fiber composite technology
We continuously advance innovative fiber‑reinforced composite technologies to manufacture sustainable and competitive lightweight components. Through ongoing process optimization, we unlock new potential for customized manufacturing methods that meet the highest standards. These include mechanical performance, design freedom, functional integration, and resource efficiency. In this way, we create future‑ready solutions for sustainable material and process development.
Competencies
Development and production of fiber‑reinforced composite semifinished products
Process development
Analysis of structural morphology and component properties
Scaling laboratory methods to industrial production
Optimization of manufacturing processes for fiber‑reinforced composite systems
Processing overview

Automated tape laying with a digitalized pilot plant
Tape Laying – FORCE Placement
During the tape‑laying process, unidirectionally fiber‑reinforced tapes are placed with high precision to manufacture high‑performance lightweight structures. By precisely orienting the fibers, mechanical properties can be optimized and material usage reduced. Different fiber‑reinforced tapes can be selectively combined and placed to create local reinforcements at highly loaded areas.
The parallelization of the process steps — cutting, laying, and spot welding — as well as the ability to process up to two different tapes are the core features of the FORCE‑Placement technology at NMB. This enables an average placement time of only 2 seconds per tape segment with minimal scrap. The existing system allows the production of 2D preforms up to a size of 1,500 × 1,500 mm.

Consolidation of technical thermoplastics
Consolidation – FORCE‑Con
During the thermoforming of fiber‑reinforced semifinished products, heated thermoplastic composites are shaped into the desired geometry and fixed under pressure. This fast and efficient forming process enables the production of complex geometries while maintaining high mechanical properties. The precise temperature and process control allows for low‑distortion, lightweight, and high‑performance components to be manufactured.
For thermoforming, a 125‑ton laboratory press and a 600‑ton high‑temperature press with an integrated linear handling system, as well as multiple infrared heating fields for efficient preheating of the semifinished products, are available. In addition, thermoforming can be combined with injection overmolding, which can be carried out on various injection molding machines.

Thermoforming and consolidation using a high‑temperature press
Thermoforming
During the thermoforming of fiber‑reinforced semifinished products, heated thermoplastic composites are shaped into the desired geometry and fixed under pressure. This fast and efficient forming process enables the production of complex geometries while maintaining high mechanical properties. With precise temperature and process control, low‑distortion, lightweight, and high‑performance components can be manufactured.
For thermoforming, a 125‑ton laboratory press and a 600‑ton high‑temperature press with an integrated linear handling system, as well as multiple infrared heating fields for efficient preheating of the semifinished products, are available. In addition, thermoforming can be combined with injection overmolding, which can be carried out on various injection molding machines.
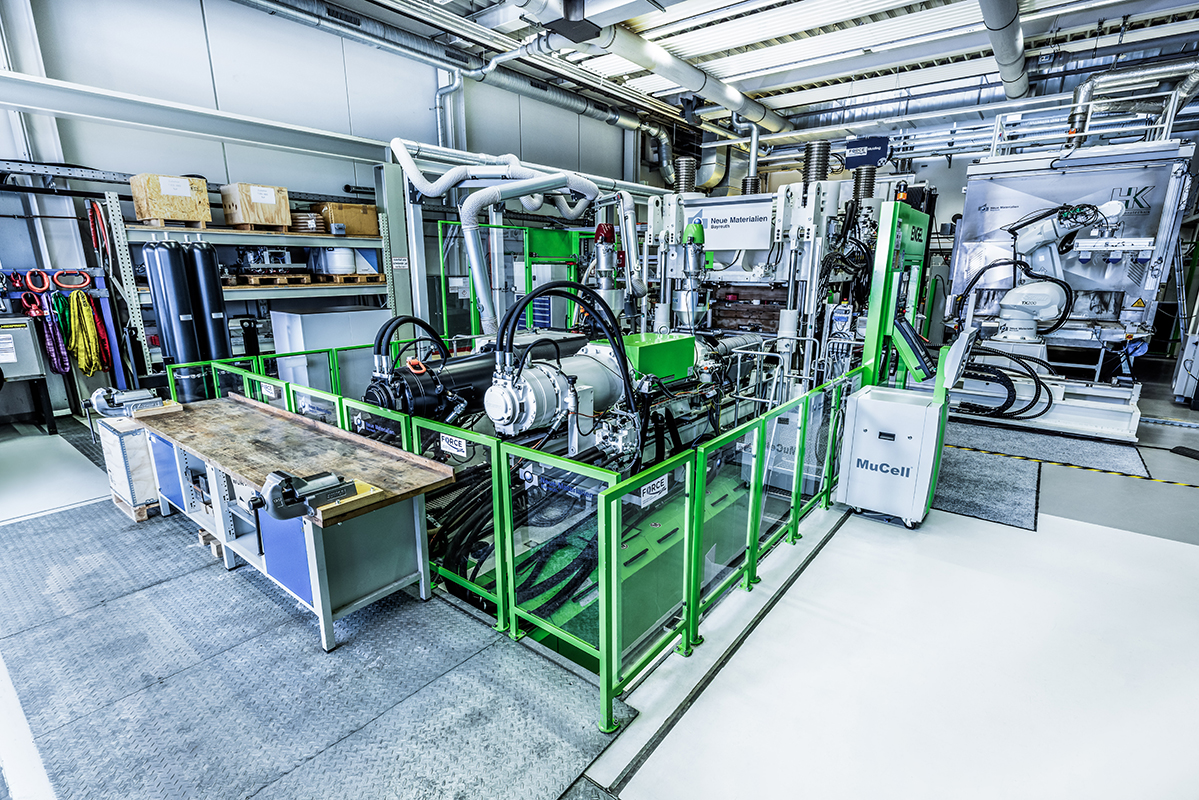
Fully automated production cell for fiber‑reinforced composite components
Injection Overmolding – FORCE-Molding
In injection overmolding, pre‑fabricated fiber‑reinforced organosheets are placed into an injection mold and overmolded with polymer. This enables a form‑fit and force‑fit connection as well as a high degree of design freedom. By combining thermoforming and functional overmolding, highly integrated and durable components with short cycle times can be produced — ideal for efficient and resource‑saving manufacturing processes.
FORCE‑Molding represents a fully automated production cell centered around a 2,500‑ton injection molding press equipped with two injection units. For heating the preforms, a paternoster circulating air oven and several infrared heating fields are available. A robot and linear handling systems allow flexible positioning of preforms and heating fields at the required stations. Various adaptable gripper systems are available for material handling.
The injection molding press enables the processing of high‑temperature thermoplastics at temperatures of up to 450 °C. One injection unit is equipped with a MuCell® system for the physical foaming of polymers. For fast and cost‑efficient prototyping, a master mold with an integrated hot‑runner manifold is available.
Equipment
M.A.i. 2D-Tapelegeanlage
Automated tape‑laying system (FORCE‑Placement)
| Max. layup size | 1500 × 1500 mm² |
| Placement time per tape strip | 2 seconds |
| Materials | Up to 2 different materials can be processed simultaneously |
MEYER KFK-E 1700
Continuous pre‑consolidation (FORCE‑Con)
| Type | Double‑belt press for consolidation of non‑crimp fabrics |
| Max. layup width | 1600 mm |
| Max. temperature | 250 °C |
| Max. consolidation pressure | 72 bar |
Wickert 600t Hochtemperaturpresse
High‑temperature press for the consolidation of high‑temperature materials (FORCE‑Con)
| Type | High‑temperature press for the consolidation of high‑temperature materials |
| Clamping area | 1250 mm × 1250 mm |
| Max. temperature | 450 °C |
| Clamping force | 600 t |
ENGEL ESP V-DUO 4400H/4400H/2500 V
Fully automated production cell for overmolding organic sheets (FORCE‑Molding)
| Type | 2,500‑ton injection molding press with vertical clamping unit and sliding table |
| Machine configuration | 2‑component injection molding machine with vertical clamping unit and sliding table for the lower mold half |
| Melt temperature | up to 450 °C |
| Special equipment | MuCell® unit for physical foaming |
| Automation | Automated temperature control and handling of organic sheets up to 400 °C |