1
Technologies
Foam & special injection molding processes
Injection molding is a key manufacturing process for efficient, precise, and cost‑effective mass production of plastic components with complex geometries across numerous industries. We use modern injection molding variants to produce functional, resource‑efficient, and weight‑optimized molded parts. Our continuous advancement of these processes enables us to develop solutions for customized manufacturing workflows. This allows us to meet complex product requirements such as optimized use of recyclates, high surface quality, functional integration, or lightweight construction.
Competencies
Further development of injection molding processes up to the finished component
Development of customized compounds and recyclates
Tool sampling for special injection molding processes
Mold trials with a mobile polyurethane coating unit at your facility
Accompanying structural and component analysis
Special processes such as IMC with in-line plasma activation and IMD processes
Processing overview

Morphology of a foam‑injection‑molded integral foam
Thermosplastic Foam Injection Molding (FIM)
In thermoplastic and thermoplastic elastomer (TPE) foam injection molding, the addition of a chemical or physical blowing agent to the polymer melt causes the polymer to foam as it is injected into the cavity. The resulting integral foams can be produced with very thin-walled and offer weight and material savings as well as high specific bending stiffness and dimensional stability. In addition, this process enables shorter cycle times and, when using TPE, the production of soft‑touch components.
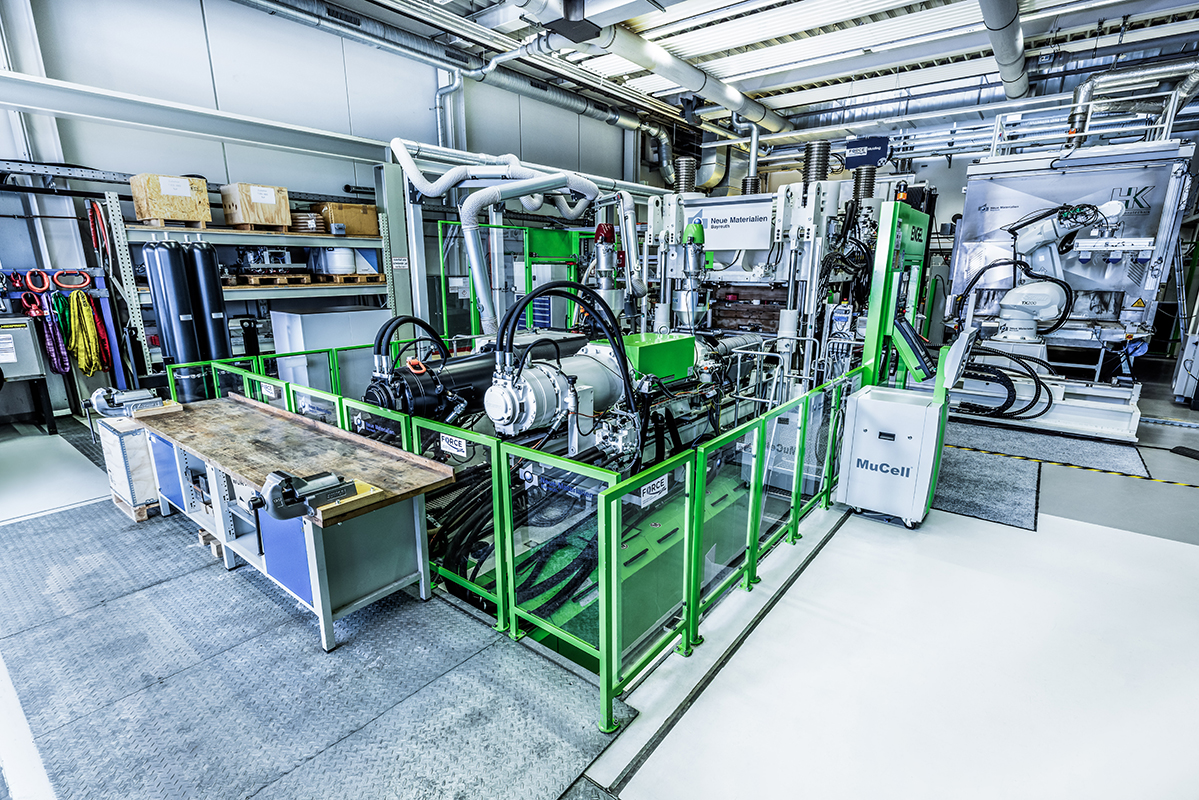
For manufacturing foamed molded parts with an integral foam structure and high‑quality surfaces, we operate two injection molding machines with clamping forces of 110 t and 450 t, equipped with Cellmould® and MuCell® technologies. MuCell® technology is also available on a vertical 2,500‑t injection molding machine. Depending on the target component, additional options such as breathing molds, variothermal cavity temperature control, or gas counter‑pressure technology can be employed.
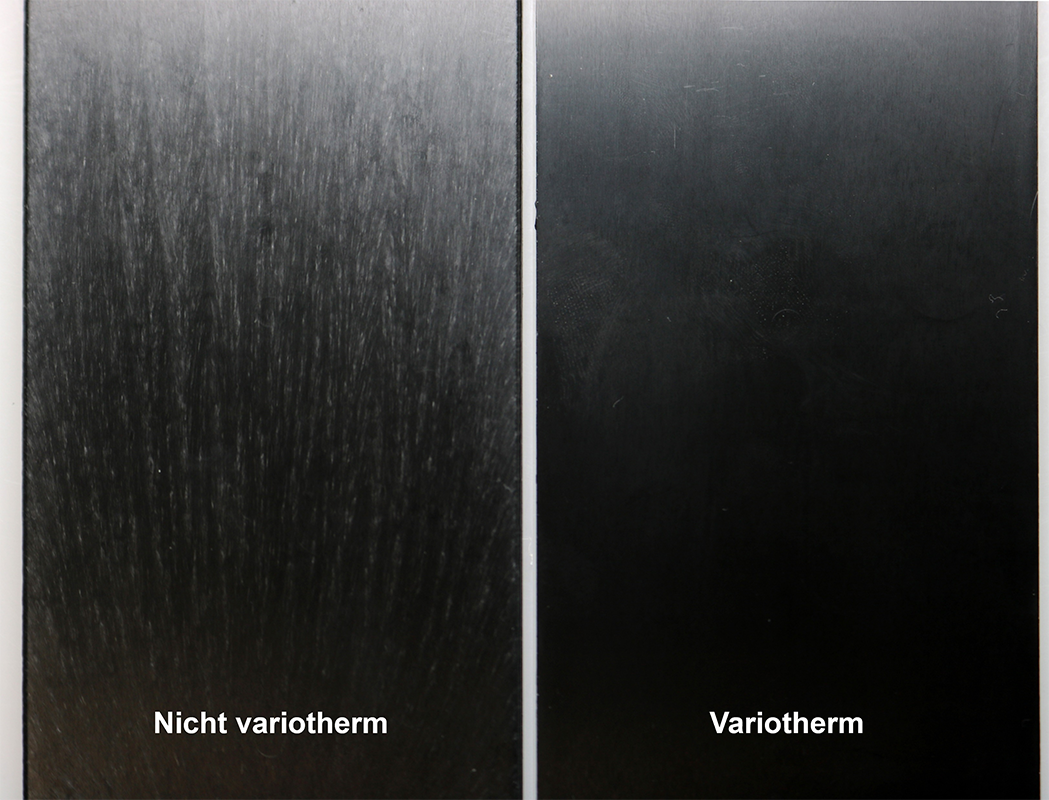
Isothermal vs. dynamic mold temperature control
Variothermal injection molding
By using injection molds equipped with Variotherm® technology, we can produce components with high‑quality surfaces, such as high‑gloss frames for LCD screens or car radios. The principle is variothermal mold temperature control, in which the mold cavity is preheated so that the polymer remains molten after injection, enabling precise replication of fine surface details and achieving streak‑free surfaces. Thanks to an optimized temperature control system with contour‑near surface heating of the cavity, the variothermal process requires only slightly longer cooling times compared to conventional processes. Additional advantages include the elimination of visible weld lines and a significant reduction in part warpage. For variothermal injection molding, we have a range of temperature control systems and molds available.

Co-injected handle with foamed core (2K‑sandwich injection molding)
Multi‑component injection molding
In multi‑component injection molding, multiple melts are combined sequentially within a single mold during the injection process. This allows two or more polymers with different properties to be joined economically into complex geometries. For example, highly rigid, reinforced thermoplastics can be combined with soft thermoplastic elastomers, enabling the production of 2K soft‑touch components for automotive interiors. Various process variants exist for this special technology, such as sandwich molding, co‑injection, 2K molding, or overmolding.
For this process, we have 2‑component and 3‑component injection molding machines with clamping forces ranging from 65 t to 450 t, as well as various trial molds, including plate molds for hard‑soft soft‑touch combinations.
Dipping‑edge tool with embossing function
Injection compression molding
In injection compression molding, an additional closing movement of the partially opened mold occurs during the classic injection phase. This compression stroke applies a uniform packing pressure, which reduces warpage and enables the production of thin‑walled components with long flow paths. Typical applications include plastic glazing, long‑fiber‑reinforced structural components (LFT), and back‑injection of textiles. We operate four injection molding machines with modern compression control systems, covering clamping forces from 65 t to 2,500 t, along with suitable injection molds for this process.

Different substrates coated using direct coating
Polyurethane coating of plastic components
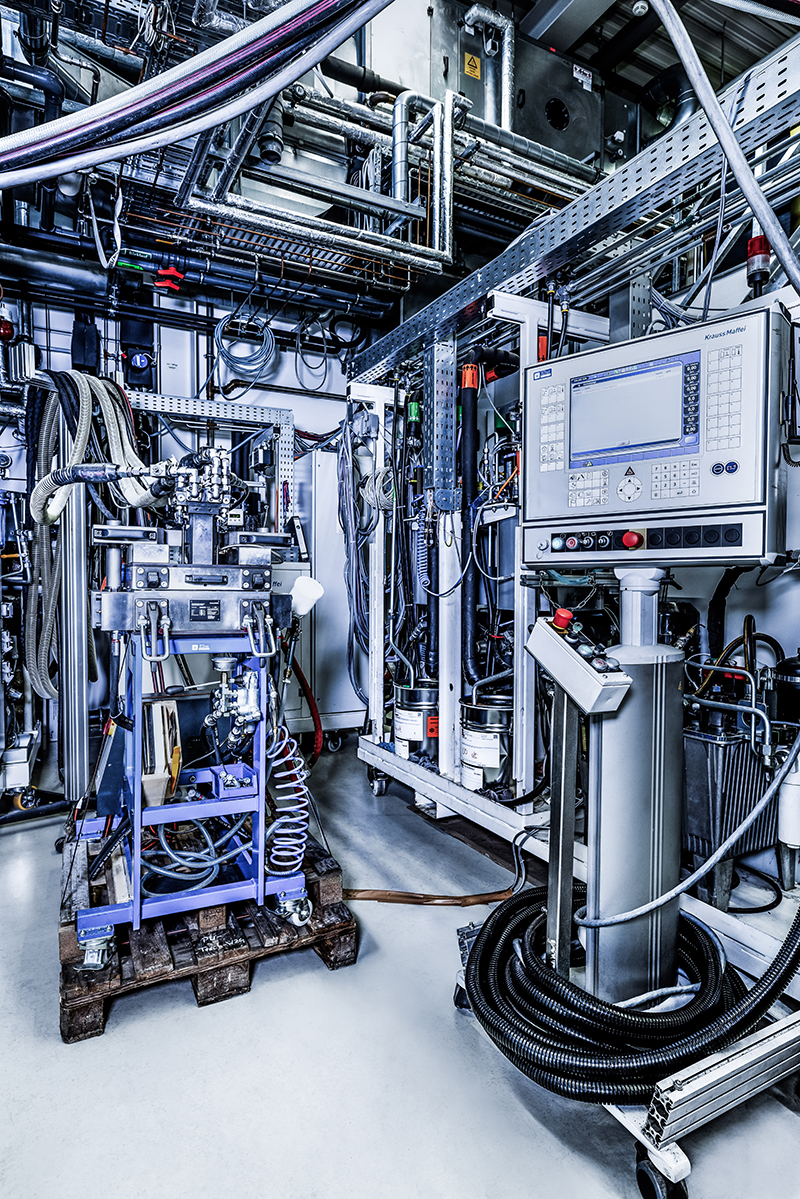
Polyurethane coatings are popular for both interior and exterior applications due to their UV and media resistance. The Polyurethane In‑Mold Coating (PUR‑IMC) process provides a premium deep‑gloss appearance, high scratch resistance (including a reflow effect), and precise replication of fine details thanks to its low viscosity. Low temperatures (down to 120 °C) and pressures (up to 150 bar) allow coating of sensitive parts. The PUR‑IMC process is a so‑called “one‑shot” method in which the plastic component is coated directly inside the injection mold with a reactive polyurethane mixture. For the IMC process, we use a mobile high‑pressure metering unit with a color module, which can be flexibly connected to different injection molding machines.
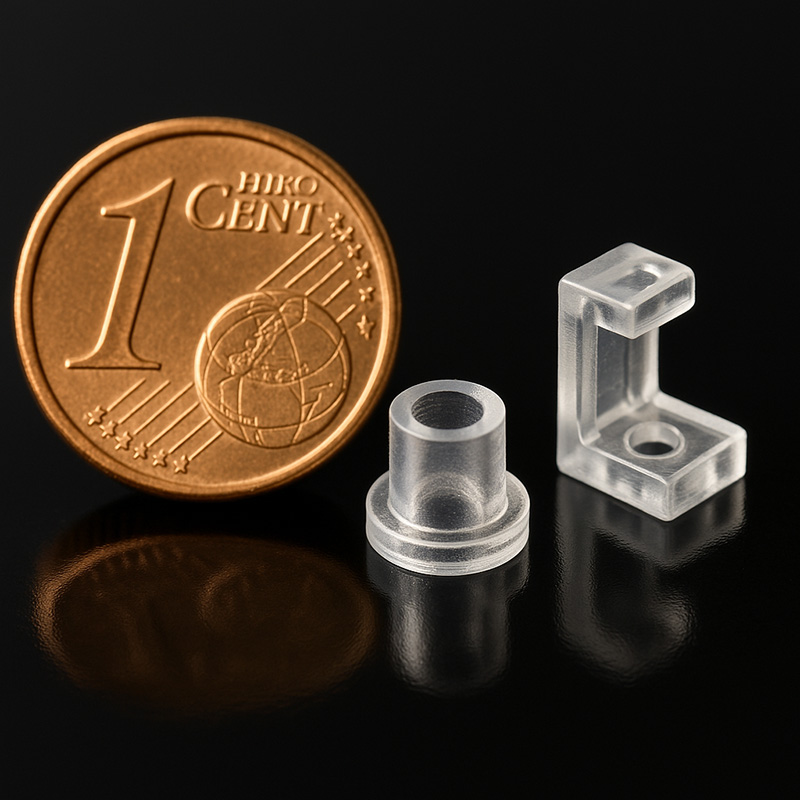
Highly precise even with small material quantities
Micro injection molding
Micro injection molding is a manufacturing process for producing micro‑structured and miniaturized plastic components, particularly for applications in medical technology, electronics, and microfluidics. By using low‑volume plasticizing units in combination with specialized mold technology, delicate structures can be produced with high dimensional accuracy and reproducibility. The advantages of the process include efficient mass production of highly complex miniature parts, the ability to integrate microchannels or functional surfaces, and reduced material consumption—especially important when using expensive high‑performance polymers. We operate two injection molding machines with screw diameters of 15 mm and 16 mm, enabling the production of components with extremely small shot weights.
Equipment
Engel e-mac 170/100
Digitalized injection molding and test specimen production
| Clamping force | 1000 kN |
| Max. temperature | 450 °C |
| Screw diameter | 25 mm |
| Installation height (min./max.) | 150/450 mm |
| Special features | Complete digital data acquisition, Engel iQ systems |
Wittmann Battenfeld HM110/525
1K foam injection molding system
| Clamping force | 1.100 kN |
| Max. temperature | 450 °C |
| Screw diameter | 35 mm |
| Installation height (min./max.) | 275/575 mm |
| Special features | CellMould®, injection compression molding (pos./neg.), variotherm, linear handling |
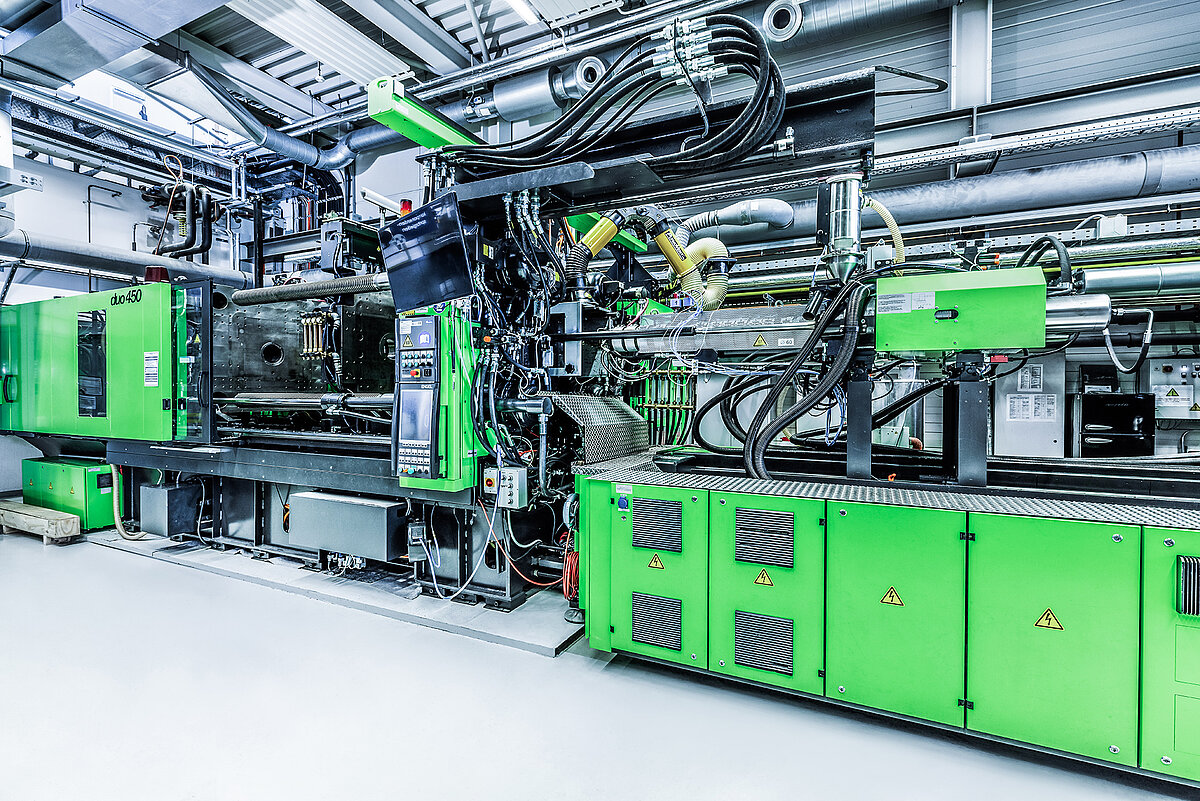
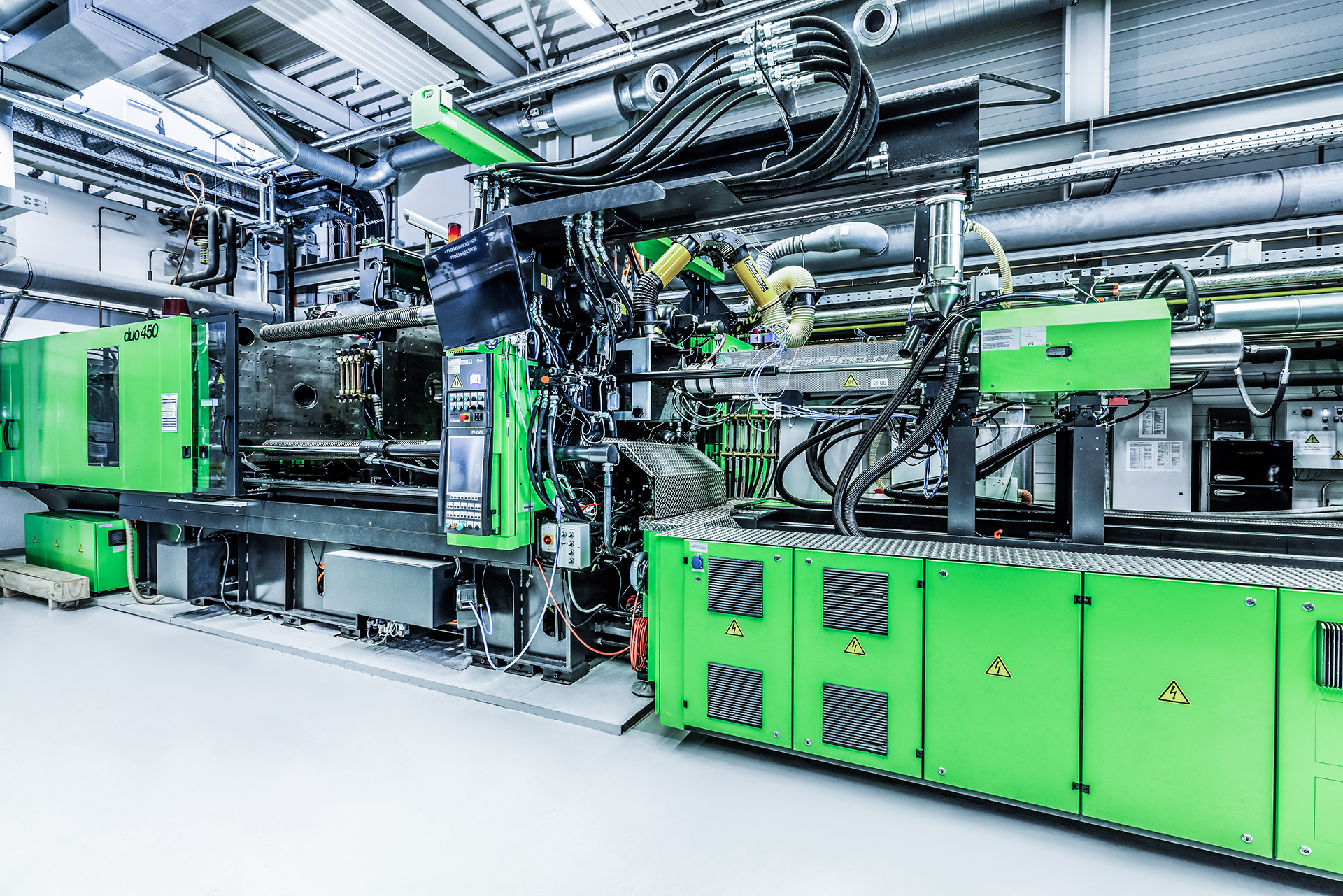
Engel duo 1350H/1350M/450 COMBI M
3‑component rotary‑plate system with MuCell foam injection molding
| Clamping force | 4.500 kN |
| Max. temperature | 450 °C |
| Screw diameter | 60/60/45 mm |
| Installation height (min./max.) | 400 mm |
| Special features | vertical rotary plate, 3 components, MuCell®, injection compression molding (pos./neg.), variotherm, coinjection, in‑mold coating, IMD/IML |
Engel ESP V-duo 4400H/4400H/2500V
Fully automated production cell for injection compression molding
| Clamping force | 25.000 kN |
| Max. temperature | 450 °C |
| Screw diameter | 105/90/70 mm |
| Installation height (min./max.) | 500/1390 mm |
BOY XS E
Micro injection molding
| Clamping force | 100 kN |
| Max. temperature | 400 °C |
| Screw diameter | 16 mm |
| Mold installation dimensions | Clear width 160 mm, maximum platen distance 250 mm, minimum installation height 100 mm |
RimStar Flex 8-8 CCM
Mobile PUR/PUA metering unit for direct coating
| Type | Mobile PUR/PUA metering unit |
| Compatibility | Compatible with various injection molding machines and presses |
| metering unit delivery rate | 12 g/s – 70 g/s |
| Mixing head | 2K+1 (polyol/polyamine, isocyanate, color optional) |