


Als Besonderheit verfügt die NMB-Anlage über eine freie Parametersteuerung, die die Verarbeitung von Sonder- und Entwicklungsmaterialien ermöglicht.
- Bauraumtemperatur:
- bis 300 °C
- Laserleistung:
- 200 W
- Drucktechnologie:
- SLS
- Bauraum:
- 340 x 340 x 590 mm
- Materialien:
- PA12 / alle verfügbaren SLS-Pulver
- Drucktechnologie:
- HP MJF
- Bauraum:
- 380 x 380 x 284 mm
- Schichtdicke:
- 0,07 - 0,08 mm
- Materialien:
- PA 12, PA 11, PA 12 Glasperlen (HP) (weitere Materialien sind bereits in der Entwicklung)
- Drucktechnologie:
- AKF
- Bauraumtemperatur:
- aktuell bis ca. 140 °C
- Bauraum:
- 1K 230 x 135 x 250 mm
2K 154 x 135 x 230 mm - Drucktemperatur:
- bis 400 °C
- Beispiel für Materialien:
- ABS / PC / TPE / PP / wasserlösliche Stützmaterialien ...
Anisoprint Composer A4
- Drucktechnologie:
- CFF
- Bauraum:
- 297 х 210 х 140 mm³
- Düsentemperatur:
- bis 270 °C
- Druckbett:
- bis 120 °C
- Materialien:
- Filamente: PLA, ABS, PC, PA12, PP...
- Endlosfasern: Basalt, Carbon Fasern
Raise 3D N2 mit zwei Extrudern
- Drucktechnologie:
- FFF
- Bauraum:
- 305 x 305 x 305 mm
- Schichtdicke:
- 0,01 – 0,25 mm
- Drucktemperatur:
- bis 110 °C
- Materialien:
- PLA, ABS, PC, PP, TPE...
German RepRap X500
- Drucktechnologie:
- FFF
- Bauraum:
- 500 x 500 x 450 mm³
- Düsentemperatur:
- bis 400 °C
- Druckbett:
- bis 180 °C
- Bauraumtemperatur:
- bis 85 °C
- Materialien:
- ABS, PC, PP, PSU, Ultem 9085...
Filamentextruder 3Devo
Der Filamentextruder wird zur Herstellung von Filamenten für den Einsatz in FFF-Anlagen genutzt. Dabei werden die Ausgangsmaterialien (vorwiegend Granulate) über einen Trichter einer Extrusionsschnecke zugefüllt. Das Material wird innerhalb des Aggregates plastifiziert und anschließend durch eine Düse ausgegeben. Der Strangdurchmesser wird über eine optisch geregelte Abzugseinrichtung eingestellt.
- Filamentdurchmesser:
- 1,75 mm oder 2,85 mm (±0,05 mm)
- Materialien:
- Polymere mit einer Schmelztemperatur bis 400 °C
- Mindestmaterialmenge:
- 50 – 100 g

Die Anlage für das Fused Deposition Modeling (FDM) ermöglicht die Verarbeitung von hochgefülltem Metallfilament mit einem Metallgewichtsanteil von mindestens 90 % für den Aufbau von Bauteilen mit geringer Porosität und hohen thermo-mechanischen Eigenschaften. Sie ist mit einer beheizbaren Bauplatte ausgestattet.
- Gerätebasis:
- Creality Ender 3 V2
- Drucktechnologie:
- Fused Deposition Modeling
- Druckmaterial:
- Polymer gefülltes Metallfilament, z.B. Ni-Legierungen
- Filamentdurchmesser:
- 1,75 mm
- Bauraum:
- 220 x 220 x 250 mm3
- Baurate:
- 80 cm3/h
- Druckgenauigkeit:
- ± 0,1 mm
- Düsendurchmesser Extruder:
- 0,44 mm
- Schichtdicke:
- 0,1 – 0,4 mm
- Beheizbare Bauplatte:
- ≤ 100 °C
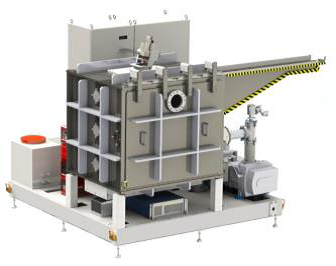
Diese Anlage wurde entwickelt für ein Verfahren zur additiven Serienfertigung von großen und komplexen Leichtbaustrukturen aus hochfesten Legierungen.
- Hersteller: Evobeam GmbH
- Technische Kennzahlen:
- Drahtmaterial:
- Stahl, Edelstahl, Kupfer, Titan, Nickel
- Hochvakuum:
- ≤ 5 x 10-5 mbar
- Laserleistung
(Ytterbium-Faserlaser): - 2 kW
- Tischgröße:
- 400 x 400 x 500 (BxTxH in mm)
- Volumen von Vakuumkammer:
- ca. 1.340 l
- Durchfluss von Argon:
- 25 l/min
- Auftragsraten:
- 100-200 cm³/h
- Resistive Drahtvorheizung:
- max. 220 A
- Drahtdurchmesser:
- max. 1,2 mm
- 3-Achsentisch:
- X-Achse, Y-Achse, Z-Achse
Die Anlage wurde im Kooperationsprojekt „Verfahren und Anlagenprototyp zur additiven Serienfertigung von großen und komplexen Leichtbaustrukturen aus hochfesten Legierungen (AdLes)“ zusammen mit den Projektpartnern Evobeam GmbH, IRCAM GmbH, Universität Bremen, Airbus Stiftungsprofessur für Integrative Simulation und Engineering von Materialien und Prozessen entwickelt.
Das ZIM-Koop Vorhaben ZF 4176702LP6 wurde über die AiF Projekt GmbH im Rahmen des Zentralen Innovationsprogramm Mittelstand (ZIM) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.



- Bauraum:
- 90 x 90 x 80 mm3
- Lasersystem:
- Faserlaser 100 W
- Baurate:
- ≤ 5 cm3/h
- Legierungen:
- Stähle; Al-; Ti-; Ni-; CoCr-Legierungen, Edelmetalle (Gold, Silber), Bronze

- Maximal Temperatur:
- 1.200 °C
- Presskraft:
- 850 kN
- Vakuum:
- 5x10-4 mbar
- Werkzeugabmessung:
- Diffusionsschweißen:
- 210 x 290 x 236 mm3
- Diffusionslöten:
- 420 x 300 x 236 mm3

- Bauraum:
- 100 x 100 x 100 mm3
- Lasersystem:
- Faserlaser 200 W
- Vakuumsystem:
- ≤ 1 x 10-5 mbar
- Baurate:
- ≤ 100 - 200 cm3/h
- Beheizbarer Baumraum:
- ≤ 1.100°C
- Legierungen:
- Stähle, Superliegerungen (Nickelbasislegierungen: Inconel, Hastelloy, ...), Ti-, Al- und CoCr-Legierungen, Gamma Titanaluminide (yTiAl), Refraktärmetalle (Hochschmelzende Metalle)
Die Anlage wurde im Kooperationsprojekt „Neues Verfahren zur generativen Schichtfertigung durch das selektive Laserschmelzen unter Vakuum (SLaVa)“ zusammen mit den Projektpartnern evobeam GmbH, Bach Resistor Ceramics GmbH und Airbus Stiftungsprofessur für Integrative Simulation und Engineering von Materialien und Prozessen entwickelt.
Das ZIM-Koop Vorhaben KF2481016CK4 wurde über die AiF Projekt GmbH im Rahmen des Zentralen Innovationsprogramm Mittelstand (ZIM) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
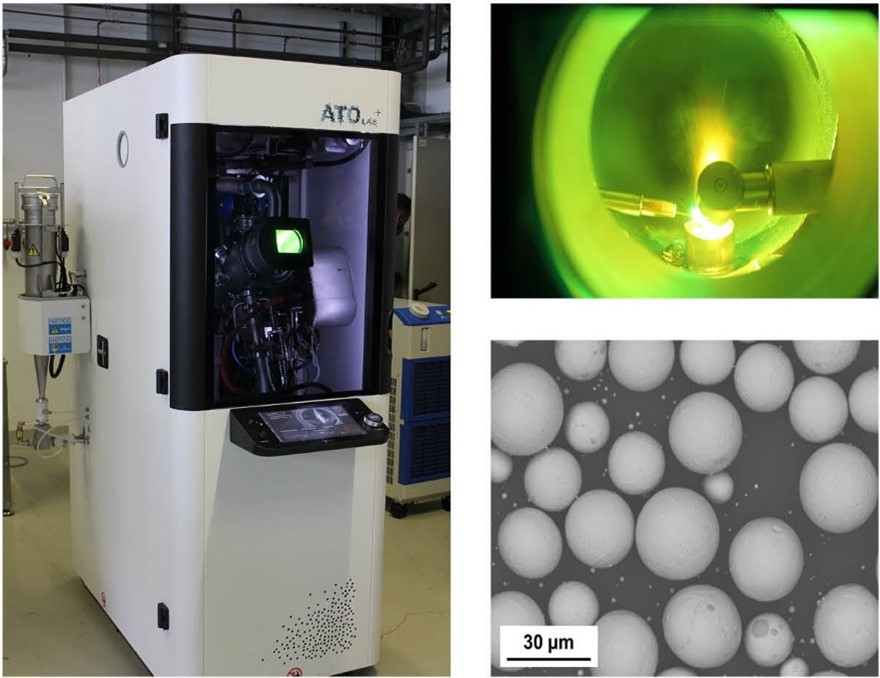
Die Ultraschallverdüsungsanlage eröffnet neue Möglichkeiten zur Entwicklung und Optimierung von maßgeschneiderten metallischen Pulvern für die additive Fertigung.
- Gerätebasis:
- ATO-Lab+
- Hersteller:
- 3D LAB Ltd.
- Technologie:
- Ultraschallverdüsung
- Ultraschallfrequenz:
- 35 kHz
- Schmelzverfahren:
- Wolfram-Inertgas-Schweißen (TIG)
- Partikelgrößenverteilung:
- 20 – 120 µm
- Partikelgeometrie:
- Sphärisch (> 0,9)
- Ausgangsmaterial
- Stab, Draht
- Legierungen:
- Fe, Ni, Ti, Co, weitere
- Sauerstoffanteil:
- < 500 ppm

EINSCAN Pro + 3D-Scanner
Mit dem EINSCAN Pro + lassen sich Bauteilgeometrien effiizient erfassen und digitalisieren. Zur Erfassung der Geometrie wird ein SicWhite-Light Scanner eingesetzt. Vorteil der Technologie ist, dass Bauteile nicht gesondert markiert weden müssen (bei stark spiegelnden Bauteilen ist eine Beschichten mit entfernbarem Kreisespray nötig). Durch die mobile Anlagentechnik lässt sich der Scanner im stationären Scanmodus mit Drehtellertechnologie oder freihand einsetzen. Durch ein Farbmodul können vollfarbige Scans erstellt werden.
- Einzel-Scan-Bereich:
- 300 x 170 mm
- Handheld-Modus:
- Größe ungegrenzt (Datenmengenabhängig, Markierung der Bauteile nötig)
- Scanabstand:
- 400 - 600 mm
- Scan-Schussgenauigkeit:
- 0,05 to 0,3 mm (in Abhängigkeit vom Scanmodus)
- Dateiformat:
- OBJ, STL, ASC, PLY
Eine hochpräzise Geometrieerfassung ist mit der ebenfalls verfügbaren GOM-Technik möglich.


